Lutowanie blach i rynien – fakty i mity
O trwałości całego systemu rynnowego decydują połączenia, lecz zasadnicze znaczenie ma technika ich łączenia. Lutowanie miękkie nabiera popularności wśród dekarzy i jest często dyskutowanym tematem – zwłaszcza wśród młodych adeptów rzemiosła. Monitorując dyskusje w Internecie zebraliśmy dla was kilka informacji i zweryfikowaliśmy je w rozmowie ze specjalistami.

Czy lutowanie jest lepsze od klejenia?
Lutowanie miękkie (nie mylić ze spawaniem) jest to szczelne i mocne połączenie metali za pomocą dodatkowego metalu – lutu. Aby uzyskać trwałe połączenie temperatura topnienia lutu wynosi od 183 °C do 235 °C, a proces lutowania można wykonywać przy każdej temperaturze otoczenia, stosując do tego odpowiednie narzędzia. Klejenie jest doskonałym uzupełnieniem klasycznych technik mocowania w rzemiośle blacharskim. Klej utwardza się pod wpływem wilgoci, a optymalna temperatura klejenia wynosi +20°C. Stosowanie klejenia poniżej temperatury +5°C nie jest wskazane, a niezbędna wilgotność względna powietrza powinna wynosić 40-70%. Oprócz łączenia patynowanych blach cynkowo-tytanowych, klejenie sprawdzi się także przy powierzchniach, które z trudem dają się lutować lub nie dają się lutować wcale, w szczególności powierzchni lakierowanych lub powlekanych.
Jaki jest najlepszy zakład przy lutowaniu?
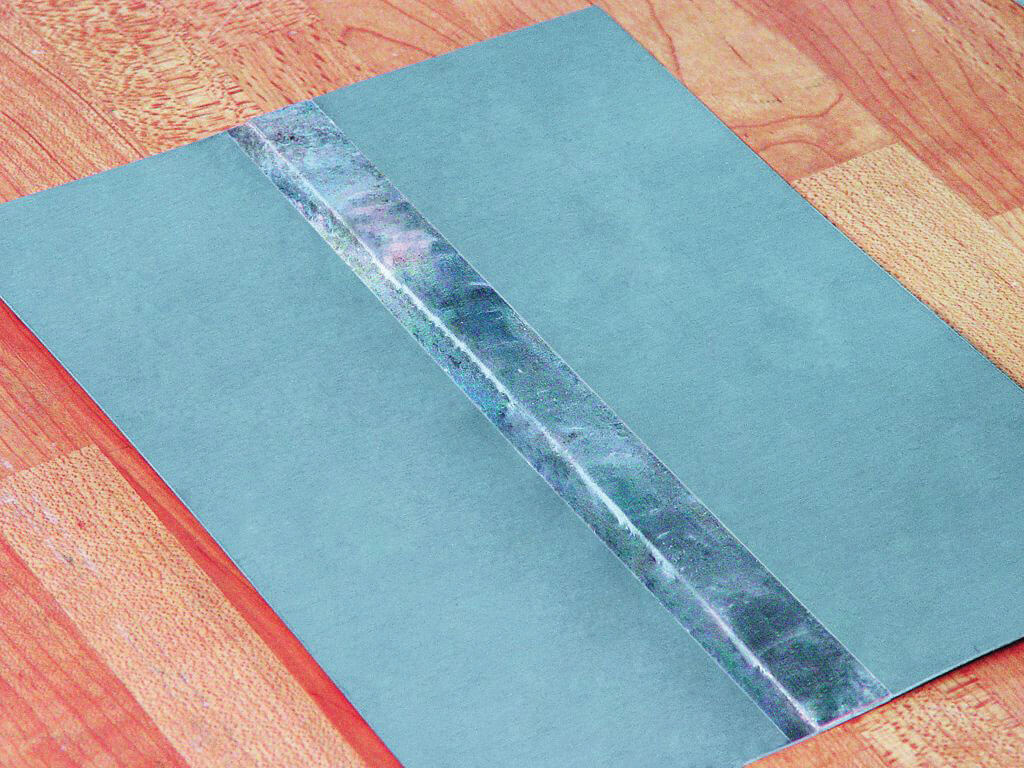
Prawidłowo przygotowane elementy do lutowania muszą nachodzić na siebie z odpowiednim zakładem. Szerokość zakładu powinna wynosić 10-15 mm – taki zakład jest optymalny, aby uzyskać dobre połączenie. Szczelina lutownicza nie może być większa niż 0,5 mm. W przypadku większej szczeliny, połączenie lutowane jest mniej trwałe. Za trwałość szwu lutowniczego odpowiedzialny jest jedynie lut związany w szczelinie lutowniczej. Lut cynowy poza szerokością zakładu to marnotrawstwo.
Czy lutowanie jest drogie?
Szacowany koszt jednego połączenia rynny wynika ze zużycia płynu lutowniczego, cyny, gazu oraz grotu. Dla rynny o średnicy 150 mm wynosi to niecałe 3 zł i dotyczy to zarówno lutowania rynny z tytancynku, jak i z miedzi. Warto zwrócić uwagę, że wlutowanie narożnika może być nawet 10-krotnie tańsze niż w przypadku systemów na złączki (zwłaszcza przy nietypowych kątach narożników).

Czym lutować?
Przy lutowaniu wykorzystujemy praktycznie te same narzędzia, które są niezbędne na budowie do montażu rynien. Potrzebne więc są: kolba lutownicza z reduktorem, szablon do wycinania otworu w rynnach, płyn do lutowania, kostka amoniaku, laska cyny do lutowania, młotek do wyklepania blach w sztucerze, grot młotkowy, pędzel do płynu lutowniczego, cęgi kątowe, 45°, nożyce uniwersalne, skrobak, szczotka druciana, szmatka do usuwania resztek płynu lutowniczego.

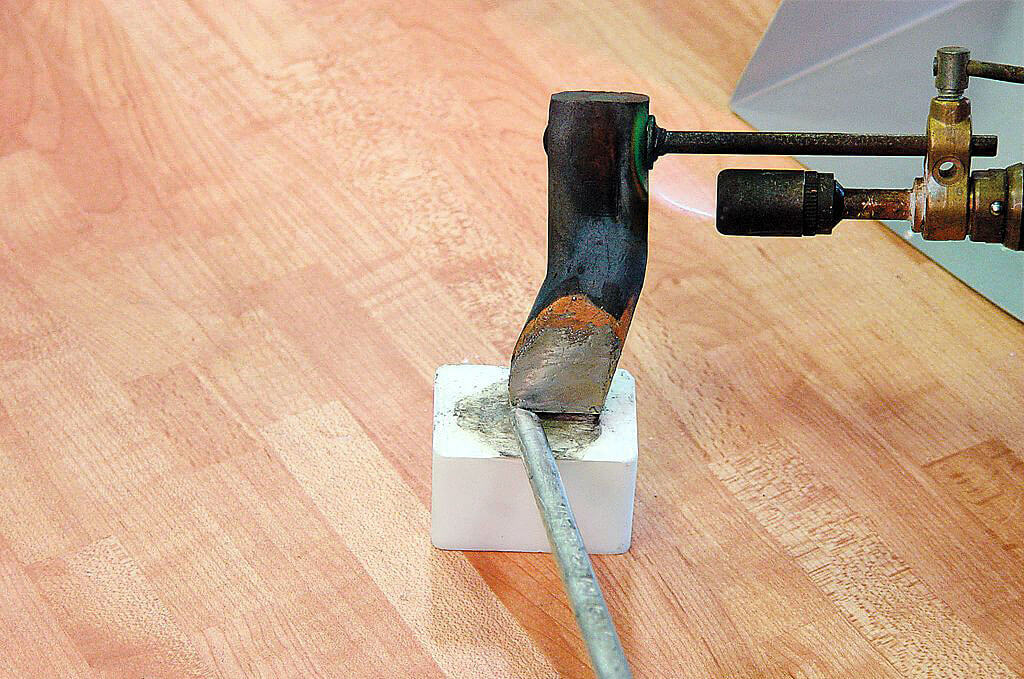
Jak przygotować blachy do lutowania?
Płyn do lutowania (topnik) należy nakładać obficie pędzlem na całej powierzchni zakładu elementów, które mają być połączone. Pod wpływem dostarczonego ciepła blacha nagrzewa się do temperatury topnienia lutu. Zgromadzony na grocie kolby lut stapia się i na skutek podciągania kapilarnego wypełnia całą szczelinę. Płyn lutowniczy odprowadza resztki tlenku metalu i wyparowuje, a rozpuszczone w nim sole (chlorek amonowy cynku) krystalizują się, tworząc warstwę ochroną. Równocześnie wpływający lut rozpuszcza wykrystalizowane sole i przesuwa je przed sobą, aż cała szczelina zostanie wypełniona spoiwem.
Materiał opracowano na podstawie wytycznych branżowych ZVDH oraz konsultacji z ekspertami i materiałów firmy RHEINZINK




Komentarze