Ristek – produkcja płytek kolczastych
Korzyści, jakie płyną z zakupu prefabrykowanych konstrukcji dachowych są nie do przecenienia – najwyższa, powtarzalna jakość, precyzja i szybkość montażu a do tego znakomity materiał – klasyfikowana, dobrze wysuszona tarcica. Wszystko to powoduje, że coraz więcej inwestorów przekonanych jest do tego wyboru. Być może nie zdają sobie nawet sprawy z tego, jak ważnym elementem łączeń drewnianych elementów więźb jest płytka kolczasta. Tymczasem odgrywa ona ogromną rolę – warto zatem wiedzieć, jakie są jej rodzaje.
Rodzaje płytek kolczastych
Płytka wykonana jest z blachy stalowej ocynkowanej lub blachy inox o grubości od 1 do 3 mm, z wytłoczonymi kolcami o długości od 8 do 20 mm, o wymiarach minimalnych około 30×50 mm do około 500×700 mm. Służy do łączenia głównie drewna litego oraz klejonego wzdłużnie na mikrowczepy, występującego w klasie C24. Płytka kolczasta wykorzystywana jest przede wszystkim na produkcji więźby dachowej, rzadziej do łączenia tarcicy w innych konstrukcjach drewnianych (drewniane domy modułowe, elementy mebli bądź konstrukcji bębnów do kabli). Łączenie tarcicy za pomocą płytek odbywa się na hali produkcyjnej za pośrednictwem specjalnych pras. Produkcja płytek kolczastych musi spełniać wymogi normy PN-EN 14545. W Europie występuje przynajmniej kilku znanych jej producentów.
Ristek jest jednym z nich. Nowoczesna, zautomatyzowana fabryka zlokalizowana jest w Finlandii koło Lahti (tak, 10 km od znanej nam skoczni). Ristek produkuje płytki stalowe „klasyczne”, ale również w odmianie combi (inaczej połówkowe). Połowa płytki posiada klasyczne kolce, które wprasowuje się na produkcji w jedną część wiązara. Druga część płytki posiada otwory pod gwoździe lub wkręty. Te otwory wykorzystuje się do łączenia dwóch części wiązara na budowie. Stosowane są najczęściej w sytuacji, gdy ze względów transportowych łatwiej jest taki wiązar przemieścić, np. w dwóch częściach. Inna odmiana płytek to płytki kolczaste connection plate. Są to płytki raczej długie, przeznaczone do łączenia tarcicy wzdłuż (np. pas dolny wiązara). Kolce płytki są takie same, ale na określonej powierzchni jest ich mniej względem „klasycznej” płytki. Powoduje to większą wytrzymałość stali na przekroju płytki w miejscu połączonej tarcicy.

Dostawa materiału. Produkcja płytek zaczyna się od dostawy materiału z huty. Stal używana do ich produkcji to stal konstrukcyjna (symbol S) od S220 do S350. W przypadku Ristka jest to stal S350GD + Z275. Parametr 350 świadczy o wysokiej, po wyżej 350 MPa wytrzymałości na rozciąganie, GD – stal do powlekania na gorąco i Z75 oznacza 275 gram cynku z dwóch stron na 1 m2. Dla Ristka producentem stali są Europejskie Huty SSAB i TATA. Te huty to – gwarancja wysokiej jakości, powtarzalności w stosunku do dostawców z kierunków azjatyckich. Stal dostarczana z huty jest po walcowaniu, cięciu na paski odpowiedniej już szerokości dobranej do procesu wykrawania/ wytłaczania płytek kolczastych i oczywiście po cynkowaniu. Tu ważne jest prognozowanie i planowanie dostaw, bo czas produkcji stali i dostawy może wynosić kilka tygodni, znów w przeciwieństwie do dostaw azjatyckich, gdzie czas dostawy liczony jest w miesiącach. Stal dostarczana jest w formie nawiniętych zwoi o masie około 1,5 tony i długości paska wynoszącej kilkaset metrów. Ristek przechowuje stal w zamkniętych magazynach produkcyjnych, a zapasy stali wystarczą na 1-2 miesiące produkcji.
Produkcja
Ristek posiada 4 linie produkcyjne w pełni zautomatyzowane, tak zaprojektowane, by każda z nich mogła produkować przynajmniej dwie grubości płytek z trzech produkowanych: 1 mm, 1,3 mm, 2 mm. Dzięki automatyzacji, obsługa ogranicza się do dostawy zwoju stali, arkuszy tektury na kartony do pakowania i taśmy bandującej a na końcu linii odbierane są zbandowane po 8-12 sztuk i zapakowane w karton płytki kolczaste. Oczywiście linia produkcyjna wymaga jeszcze przezbrojeń, czyli wymiany wykrojnika, odpowiednich regulacji i nastaw właściwych do danego wymiaru płytki kolczastej, wymaga także okresowego serwisu i konserwowania.


Faza pierwsza – dostawa taśmy blachy. Produkcja rozpoczyna się od dostarczenia na linię przez operatora w formie taśmy zwoju blachy i zamontowaniu go na rozwijaku. Dalej proces jest już w pełni zautomatyzowany. Czujniki i rozwijaki utrzymują odpowiednią prędkość podawania taśmy dostosowaną do tempa pracy wykrojnika.
Faza druga – wykrawanie. Sercem linii jest wykrojnik. Na wykrojnik podawana jest, jak już wspomniano, odpowiedniej szerokości (zgodna z jednym wymiarem płytki) taśma stalowa. Szereg prowadników i ograniczników taśmy utrzymuje ją we właściwym położeniu. O prędkości podawania taśmy decyduje tempo pracy wykrojnika. Wykrojnik wykrawa i kształtuje kolce. Produkcja jest bezodpadowa co oznacza, że 100% dostarczonego materiału „zamieniane” jest na płytki.
Faza trzecia – bandowanie. To skomplikowany, ale bezobsługowy proces podawania i manipulowania płytką kolczastą tak, by do maszyny bandujęcej był podany bloczek równo ułożonych płytek w ilości od 8 do 12 sztuk w zależności od wymiaru płytki. Maszyna bandująca łączy bloczek płytek taśmą. Jest to, zdaniem producentów wiązarów, dużym udogodnieniem dla logistyki na produkcji u producenta wiązarów. Warto jednak zaznaczyć, że najmniejsze płytki (wymiar 36) nie są bandowane.
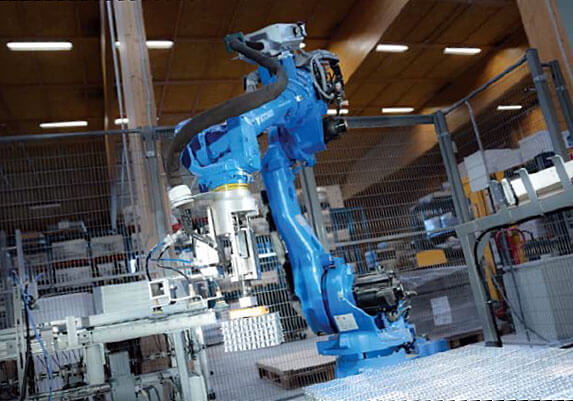
Faza czwarta – pakowanie. Teraz do akcji wchodzi robot pakujący. Ramię robota jest zakończone elektromagnesem – dzięki temu łatwo jest podjąć zbandowany pakiet płytek. Zadanie odpowiednio zaprogramowanego robota polega na podejmowaniu pakietu płytek z linii i ułożeniu zgodnie z planem pakowania płytek w kartonie. Kartony płytek dla wygody producentów wiązarów z dwóch boków opisane są między innymi symbolem i wymiarem płytki kolczastej, wagą i ilością sztuk.
Faza piąta – magazyn. Teraz pracę rozpoczyna magazyn. Pracownik podejmuje zapakowany i opisany karton i umieszcza go na wielopoziomowym regale w magazynie, gdzie odpowiedni zapas (około jednego miesiąca sprzedaży) płytek kolczastych czeka na zamówienie klientów. Ristek Polska ma bezpośredni i ciągły dostęp do stanów magazynowych producenta, dzięki czemu możliwe jest natychmiastowe potwierdzenie każdemu klientowi jego zamówienia.
Kontrola Jakości. Należy jeszcze podkreślić, że proces produkcji płytek kolczastych spełnia wymogi normy PN-EN 14545, a więc jest opisany w kartach produktowych, a sam przebieg produkcji zgodnie z wymogami jest regularnie kontrolowany przez Zakładową Kontrolę Jakości. Z przebiegu kontroli i badań są prowadzone zapisy. By zapewnić najwyższą jakość wyrobów (płytek). System Jakości jest regularnie weryfikowany przez Eurofins (fińska jednostka notyfikowana). Ten proces zapewnia, że wszystkie produkowane płytki posiadają stosowne certyfikaty, które są dostępne w języku angielskim i polskim na stronie www.ristek.pl.

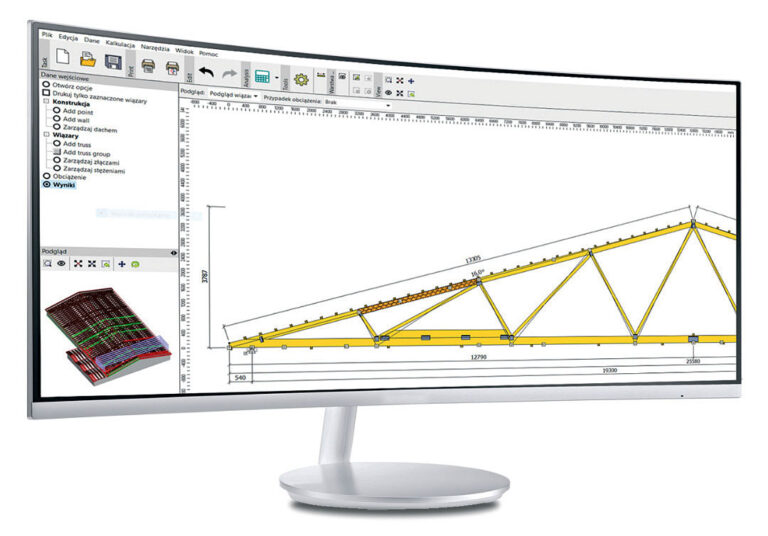
Do doboru płytek kolczastych, projektowania dachu i stosownych obliczeń firma poleca swój bezpłatny program 3D Trussme, stosowany także w innych krajach w Europie.
Tarcicę konstrukcyjną klasy C24 polecamy wspólnie z Sodra Polska (www.sodra.pl). Proces produkcji wiązarów można usprawnić stosując polecane i dostarczane przez Ristek narożniki naklejane na stole prasy, które służą stabilizacji płytek i zachowaniu ich powtarzalności położenia.
Współpracujemy i polecamy firmę Peny – Gondek jako dostawcę systemów laserowych (www.penny-gondek.pl).
Do montażu dachu polecamy okucia firmy Simpson (www.strongtie.pl).
Z nami i naszymi partnerami zapewniamy kompletną technologię i materiały do produkcji wiązarów.
Więcej informacji na stronie: www.ristek.pl oraz pod adresem: office@ristek.pl



Komentarze